처음 5G자세에서 백비드를 연습할땐 당연히 쉬운자세인 3시부터 12까지 용접을 하는 것인데 이전까지 하던 홈에 살을 채우는 것하고 많은 차이가 있다. 앞에서 연습하던 살을 채우던 연습은 위에다 일정하게 쌓으며 비드를 고르게 채우는게 목적이었다면, 백비드는 아래가 뚤린 곳에 용접봉을 데고 위빙을 함께 진행 하여야 하는데 깊은 개선면(Groove Face)에 텅스텐 전극이 닿이지 않게 그리고 일정한 용접풀크기를 유지하면서 일정한 용접봉을 집어넣지 못하면 아래의 백비드가 제대로 나오지 않게 된다는 복합적인 어려운점, 게다가 밑이 뚫려있어서 용접봉을 잘못 집어 넣는 경우 용접봉이 루트홈 사이로 계속 쳐 빠져서 사람 미치게 한다는 점이 가장 어려운 포인트라 할 수 있다.

음.. 그럼 일단 대략적인 설명을 위한 그림을 먼저 참고 하는 걸로.

백비드1-1 Tag용접에서 백비드 만들기
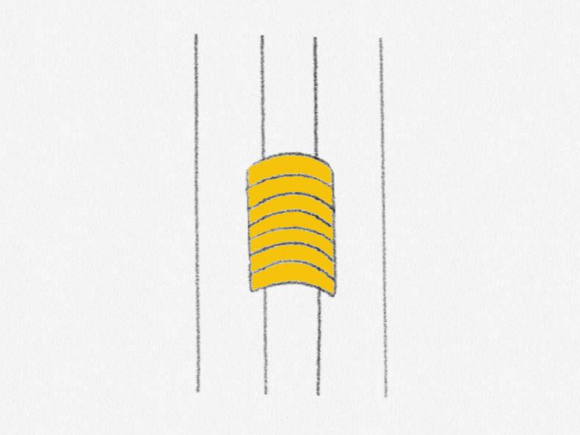
백비드 1-2 백비드 안쪽 양파링, 링백
위의 그림들처럼 백비드를 용접하는 경우 태그용접에서 시작해 그 다음 태그 용접까지 쉬지 않고 쭉쭉쭉 용접을 진행해 나가야 하며, 일정한 양의 용접봉 필러의 양과 일정한 위빙간격을 잘 수행한 경우, 두번째 그림처럼 용접물 안쪽에 생기는 백비드의 선이 일정하게 생기는 모습을 보고 사람들은 '양파링', '링백'이라 부른다. 누가 지었는지 참..Good job mate!
'양파링이 잘 나와야 양질의 백비드를 가질 수 있다.'
'백비드의 질은 앞으로 진행할 모든 살채우기 및 파이널 비드의 향방을 좌우 한다.'

왼쪽은 카본재질의 백비드 모습. 굴곡 지지 않게 잘 형성 되어 있으며 갈색의 산화된 모습을 확인 할 수 있다. 오른쪽은 링백의 보습을 확인하기 쉽게 SUS재질의 백비드 사진이다. 비드가 얇게 켜켜이 쌓여있는 모습을 볼 수 있다.
백비드를 만드는 과정에서 용접면이 깨끗하지 못하였거나 용접봉 주입이 자꾸 끊어져 산소가 인위적으로 주입되는 경우 우리는 흔히 똥물이 생긴다고 한다. 좀더 전문적으로는 산화현상이라 한다.
특수재질 용접에서는 퍼지(Purge)가스를 이용해 산소를 차단하지만(물론 퍼지가스 없이 특수재질 용접을 해보면 좀더 명확히 산화가 어떻게 진행되는지 알수 있을 것이다.) 카본용접의 경우 퍼지가스가 없이도 산화현상이 많이 일어나지 않기 때문에 그냥 용접을 한다. 하지만 혹 똥물이 생긴 경우 이후의 용접과정은 그야말로 'What the hell....'이다.

분노를 부르는 똥물이라 할 수 있다. 아주 즐겁다. 물론 이 산화된 부분조차 아주 잘 뚫고 용접을 잘 마무리 지어야 일류라 하겠지만 빛이 산란하며 용융풀을 확인 할 수 없는 상태에서 용접을 진행하는 것은 마치 운에 의지해서 내지는 실력과 경험에 의지해서 용접을 한다는 것이므로 산화현상이 일어나지 않게 주의하여야 한다.
일반적으로 요구하는 백비드의 높이는 성적서에 따라 다르겠지만 우리가 지금하고 있는 카본재질의 S40 두께의 파이프의 경우 약 2mm이내의 백비드가 안쪽에 형성되는 것이 좋다. 이 때의 2mm는 파이널 비드까지 마무리 한 상태에서의 두께를 말한다. 파이널 비드까지 진행하면서 지속된 수축현상으로 인해 백비드는 처음 만들어 놓은 백비드의 높이 보다 조금더 높아지게 되므로 이를 감안한 백비드의 높이를 만들 수 있어야 한다.
5G자세처럼 파이프가 수평으로 놓여져 있는 경우의 예를 들면, 아래의 그림처럼 이 백비드를 만드는 공식이 있는데 간단하지만 실제로 구현하기는 그리 쉽지 않은 위빙이 필요 하다.
초보자에게는 백비드를 만드는 것 조차 욕나오는 일이지만 윗부분의 백비드를 만들수 있는 위빙이 적당히 된다는 가정하에 아래의 설명을 참조하면 도움이 되리라 믿는다.

백비드 1-3 백비드의 예
먼저 우리는 용융풀은 액체상태라는 점을 이해하여야 한다. 액체상태의 용융풀은 빨리 식지만 뜨거운 상태에서는 흐른다는 점을 이해 한다면 설명이 좀 더 쉬울 수 있는데 아래보기 상태의 용접에서는 용접봉을 집어 넣었을때 용융풀이 밑으로 쳐지게 되지만, 위보기 상태의 용접에서는 용융풀은 중력에 의해 위로 나오기 보다 아래로 쳐지려 하게 된다. 하여 우리는 용접하는 방식을 조금 다르게 조정하여 아래보기와 위보기용접을 할때 동일한 양의 백비드가 형성되도록 유도하여야 한다.

백비드 1-4 위치에 따른 백비드 형성방법
파이프는 위의 그림처럼 4등분(태그용접기준)하였을 때 6시 방향부터 시계반대방향으로 12시까지 그리고 시계방향으로 12시까지 용접을 진행한다. 이때 6시부터 3시 혹은 9시 방향은 위보기 상태에서 용접을 진행하게 되며, 9시부터 혹은 3시부터 12시까지는 아래보기 용접을 한다. 이때 위보기 상태에서는, 아래로 쳐지려는 용융풀의 백비드를 잘 형성하기 위해서 비드를 봉긋하게 올라 오게 만든다. 반대로 아래보기 상태에서는 전극을 좀더 양쪽 개선면에 살짝 딲아 바르듯이 그리고 평평하게 용접을 하여 쳐지는 용접풀을 잡아 주어야 한다. 아래보기든 위보기든 용접시 주입하는 용접봉필러의 양은 항상 일정하게 유지해야 한다.
위에서 언급한 것처럼 용융풀은 액채 상태의 금속이다. 개선면 끝을 기준으로 용융지의 형상에 따라 반대쪽의 형상도 결정된다고 보아도 무관하다. 아래보기에서 위빙을 넓게 펴바르는 이유는 열의 영향을 받는 부위를 넓게 만들어 줌으로써 액채상태의 금속이 (모재와 용접봉이 녹은) 재결정을 이루며 수축을 할때의 서로 당기는 힘을 이용하는 것이다. 아래보기에서 좁게 위빙을 하는 경우 좁은 부위만 열을 받기때문에 상대적으로 같은 부위에 많은 열이 가해질 것이고 같은 양의 주입량, 같은 위빙속도라 한다면 중력의 영향에 의해 쳐지는 현상을 볼 수 있을 것이다.
물론 위의 설명들은 적절한 전류를 설정하였을 때의 이야기다. 전류가 너무 세게 흐르는 경우 모재도 필러도 아래로 다 녹아서 흘러내리고 말테니 적당한 전류를 선택하는 것이 아주 중요하다. 초보자들은 약 80A ~90A전,후로 낮게 설정하는 것이 위험부담을 줄이는 것이다.
음...말은 쉽지..하하하하하하

잘못된 백비드 예시

백비드가 잘 형성된 예. 파이널 비드까지를 고려해 얇게 잘 형성되어 있다.
'용접 배우기' 카테고리의 다른 글
| 텅스텐길이 vs 용접비드모양 (0) | 2020.03.09 |
|---|---|
| 텅스텐전극의 각도 vs 용접 (0) | 2020.03.08 |
| 특수용접기능사, 그리고 용접봉 집어넣기 (1) | 2020.01.08 |
| 용접사 여러분 한국말 씁시다 (1) | 2020.01.07 |
| Tig용접 D+3 모재정리 및 다층용접 (0) | 2020.01.06 |



